What is a Bowden Extruder and How Does it Work
If you are diving into the world of 3D printing, the term Bowden extruder is one you will encounter almost immediately. A printer’s extrusion layout—especially where the motor sits relative to the hotend—plays a major role in print speed, material compatibility, and day-to-day maintenance.
In the ongoing debate between the Bowden system and the direct-drive setup, there is no one-size-fits-all answer. Both architectures come with unique kinematics, specific troubleshooting needs, and material constraints. In this guide, we’ll explain how a Bowden extruder works, weigh its pros and cons against direct drive systems, help you troubleshoot common extrusion problems, and look at how modern printer designs are redefining these old rules.
What Is a Bowden Extruder in 3D Printing?
To understand a Bowden extruder, we first need to look at the anatomy of a standard 3D printer extruder. In popular terminology, users often refer to the entire moving carriage as the "printhead" or "extruder," but mechanically, it consists of two distinct sub-systems: the cold end (the actual extruder motor and gears) and the hotend (the heater block and nozzle).
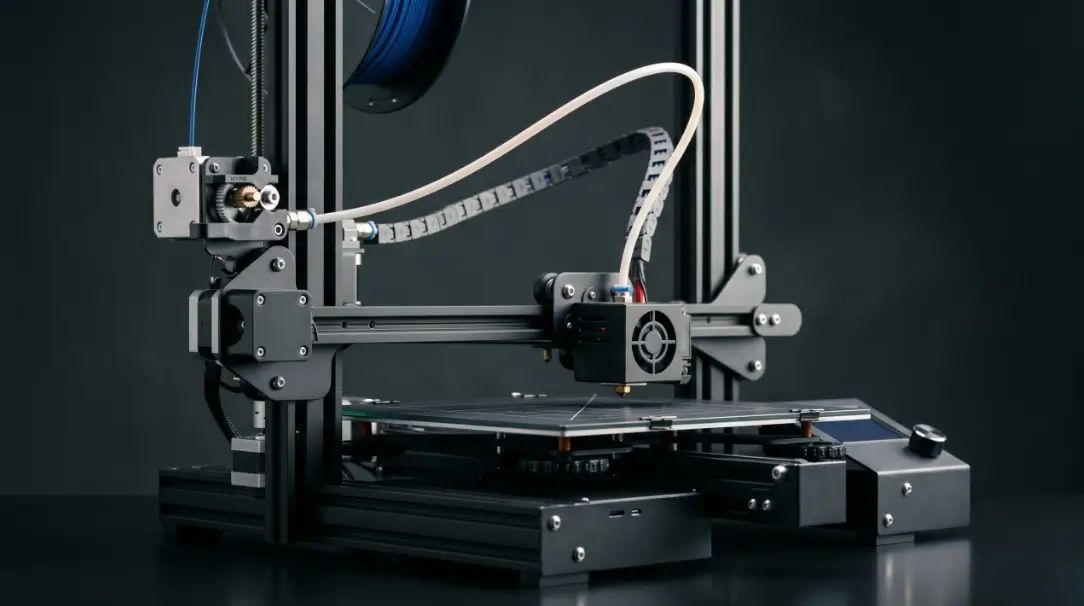
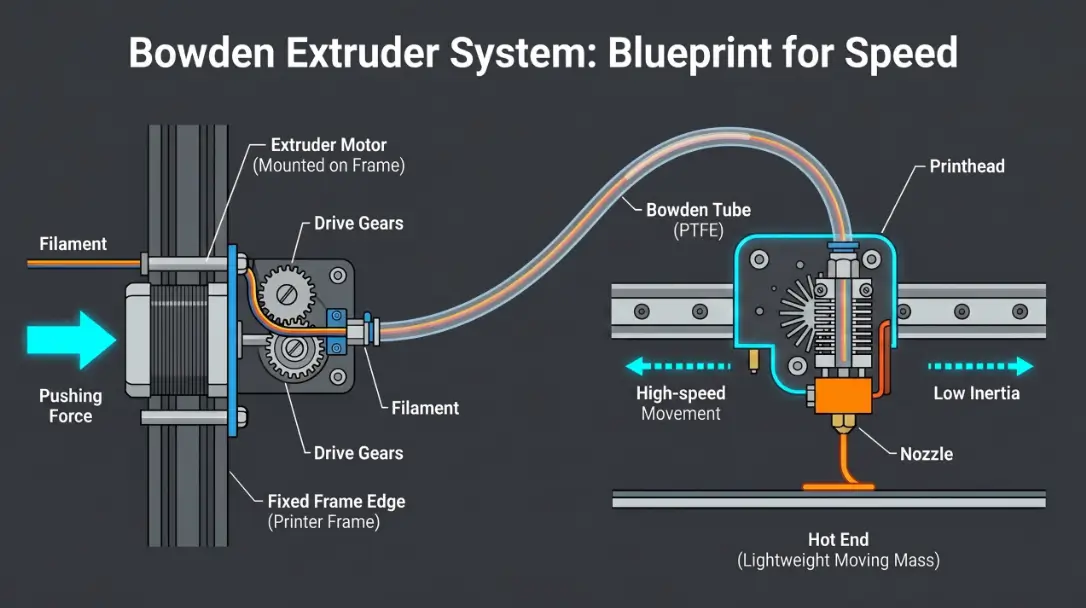
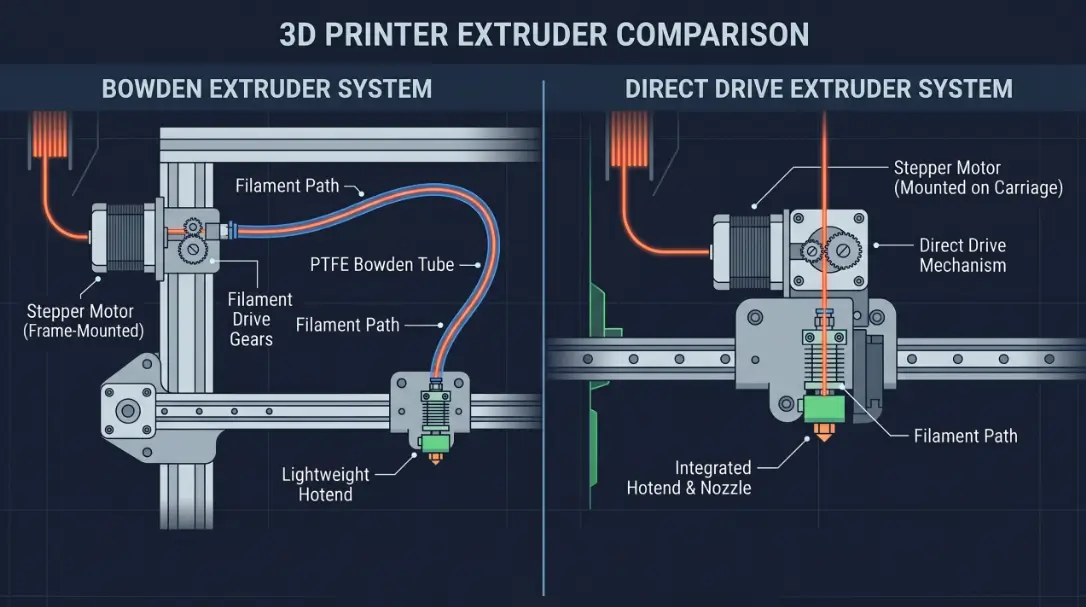
In a direct drive system, these two parts are bolted together. In a Bowden extruder system, the heavy cold end is physically separated from the moving hotend. The stepper motor, drive gears, and tensioning idler arm are securely bolted to the 3D printer's static frame or chassis.
This remote mounting means the extruder motor does not move along the X or Y axes during a print. Instead, it pushes the solid filament through a long, flexible, but longitudinally rigid conduit—the Bowden tube—which bridges the gap between the stationary motor and the rapidly moving hotend. Early desktop 3D printers widely adopted this design because it reduced moving weight and helped control vibration at higher speeds.
How a Bowden Extruder Works
During the FDM 3D printing process, a spool of thermoplastic filament must be precisely fed into a heated melting zone, liquefied, and deposited layer by layer.
Here is exactly how a Bowden system accomplishes this:
- Gripping and Pushing: The extruder motor uses a hobbed gear (or dual gears) to bite into the solid filament strand. As the motor turns, it generates a linear pushing force.
- Transit Through the Tube: Because the motor is mounted far away from the hotend, the filament is pushed into the Bowden tube. Inside the tube, the filament is pushed under compression from the extruder motor, driving it forward.
- Melting and Deposition: Upon exiting the tube at the remote end, the filament is forced down the throat of the hotend, enters the heater block, melts, and is extruded out of the 0.4mm (or similar) nozzle onto the build plate.
Because of the physical distance between the driving gears and the melting zone, Bowden systems heavily rely on perfect compression and minimal friction. If the extruder motor pushes 10mm of filament, ideally, exactly 10mm should exit the nozzle. In practice, the long filament path introduces friction, flex, and delayed response; this is where the unique challenges of the Bowden setup emerge—especially regarding retraction.
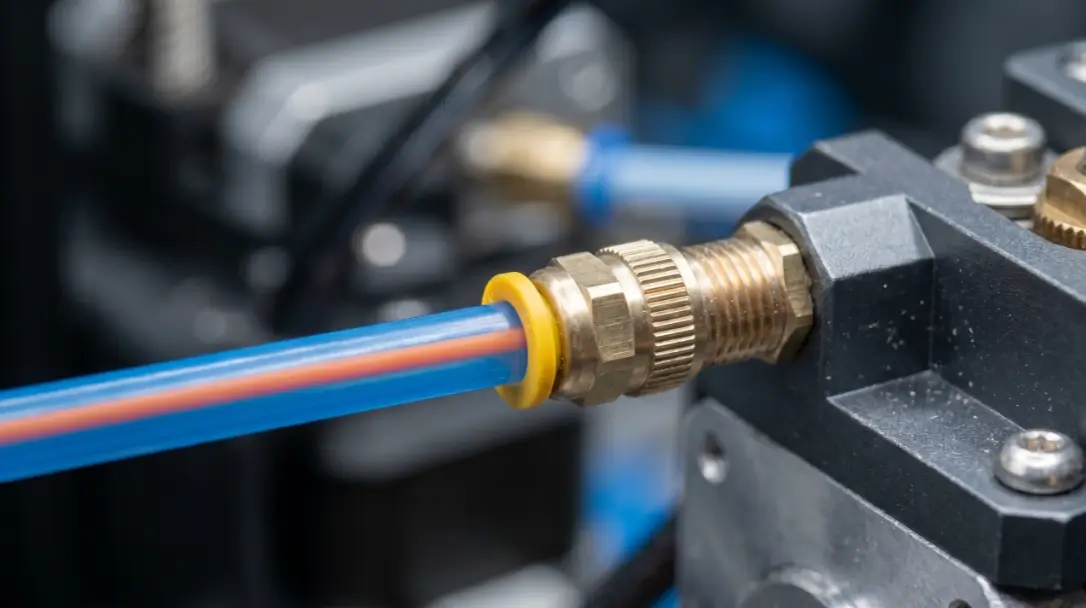
The Role of the Bowden Tube (PTFE)
In a Bowden system, the Bowden tube is one of the most important parts of the entire filament path. Almost all modern Bowden tubes are made from Polytetrafluoroethylene (PTFE, commonly known as Teflon). PTFE is chosen for its remarkably low coefficient of friction and high heat resistance (typically up to 250°C - 260°C).
However, not all PTFE tubes are created equal. When filament is pushed from one end and meets resistance at the hotend, it naturally wants to bend or buckle inside the tube. This creates friction against the tube walls and causes a delay between the motor turning and the plastic actually extruding—a phenomenon known as hysteresis.
To combat this, premium upgrades (like the widely recognized dark-blue Capricorn tubes) are manufactured with extremely tight inner diameter tolerances (e.g., 1.9mm ± 0.05mm for 1.75mm filament). By eliminating the "wiggle room" inside the tube, these premium Bowden tubes reduce filament buckling, resulting in significantly improved response times and crisper print quality.
Which Filaments Work Best in the Bowden System?
The length of the filament path in a Bowden setup largely dictates what materials you can successfully print.
- Excellent Compatibility: Rigid materials like PLA, ABS, ASA, and standard PETG generally perform reliably in a Bowden extruder. Because they do not compress or stretch easily, they transfer the mechanical force from the motor to the hotend with minimal energy loss.
- Challenging but Possible: Abrasive materials (like carbon fiber or wood-filled plastics) and high-strength filaments can be printed, but they will rapidly degrade the inside of a standard PTFE Bowden tube, requiring frequent tube replacements.
- Extremely Difficult: Soft, flexible filaments are the traditional Achilles' heel of the Bowden architecture.
Why TPU Is Difficult on Bowden Systems
Thermoplastic Polyurethane (TPU) and other flexible elastomers behave like wet noodles when subjected to compressive forces. When a Bowden extruder motor attempts to push soft TPU into a 40-centimeter-long PTFE tube, the filament acts like a spring. It expands outward, grips the inner walls of the tube, and buckles. Instead of extruding out of the nozzle, the filament often winds around the extruder gears or jams completely.
While it is technically possible to print harder variants of TPU (like 95A or 98A Shore Hardness) on a well-tuned Bowden system by printing at agonizingly slow speeds (15-20 mm/s) and ensuring optimal TPU drying temperature to prevent moisture-induced stringing, printing highly flexible TPU (such as 85A) is significantly more difficult and often inconsistent on many Bowden setups. For soft materials, direct drive is almost always required.
Bowden vs Direct Drive Extruders: Full Comparison
To make an informed decision on your 3D printing setup, you must understand how a Bowden extruder stacks up against a direct drive extruder across several engineering metrics. In a direct drive system, the motor is mounted directly above the hotend, eliminating the long Bowden tube entirely.
Here is a side-by-side technical breakdown:
|
Feature |
Bowden Extruder |
Direct Drive Extruder |
|
Moving Mass |
Lower |
Higher |
|
Inertia & Vibration |
Lower inertia, smoother, rapid moves |
Higher inertia may show ringing on older machines |
|
Retraction Distance |
Longer (4–8 mm typical) |
Shorter (0.5–2 mm typical) |
|
Stringing Control |
More tuning is often needed |
Generally easier to control |
|
Material Compatibility |
Best with PLA, PETG, ABS, ASA |
Handles rigid + flexible materials well |
|
TPU Printing |
More difficult |
Usually easier |
|
Maintenance |
Tube and fittings may wear over time |
A more compact path, deeper clogs can take longer to service |
|
Speed Potential |
Historically strong on lightweight setups |
Highly competitive on modern CoreXY systems |
|
Best For |
Fast rigid-material printing |
Versatility, TPU, precise extrusion control |
Verdict on the Classic Debate: Historically, if you wanted high speed and clean movement, you chose Bowden. If you wanted to print TPU and wanted perfect retraction, you would choose direct drive. However, modern motion systems with input shaping have reduced many of the traditional speed disadvantages of direct drive, rewriting the rules of extrusion.
Diagnosing Common Bowden Extruder Problems
If you are running a Bowden setup, you will likely encounter a few specific troubleshooting scenarios. These are some of the most common Bowden extruder issues and how to address them.
Severe Stringing and Oozing
- The Cause: Pressure isn't being relieved fast enough during travel moves due to the long filament path.
- The Fix: Increase your retraction distance. Start at 4.0mm and increase by 0.5mm increments up to 7.0mm or 8.0mm. Additionally, slightly increase retraction speed (e.g., to 40-50 mm/s).
Pro Tip: Enable "Linear Advance" or "Pressure Advance" in your firmware, if available; these algorithms counteract Bowden hysteresis by predicting pressure buildups.
Extruder Motor Clicking / Skipping Steps
- The Cause: The motor cannot advance the filament. In a Bowden system, this usually means that the friction inside the tube has exceeded the motor's torque or that there is a partial clog in the hotend.
- The Fix: First, ensure your printing temperature is high enough. Second, check if the Bowden tube has degraded or charred inside the hotend, which constricts the diameter. If the tube looks brown or black at the tip, cut it perfectly square and re-insert it firmly against the nozzle.
Filament Slipping or Grinding
- The Cause: The extruder gears have carved a notch into the filament and can no longer grip it. This often happens due to excessive, long retractions over a small section of filament.
- The Fix: Check the idler arm tension on your extruder. Also, ensure your pneumatic couplers (the little metal fittings holding the tube) aren't broken. If the tube moves back and forth during retractions, energy is being lost. Replace the pneumatic fittings and use a locking clip.
The Future of Extrusion: Beyond Traditional Bowden Systems
For years, the 3D printing industry operated on a strict compromise: pick Bowden for speed, or direct drive for control. However, as we move into 2026 and beyond, newer printer designs have changed this long-standing trade-off.
Advancements in ultra-lightweight pancake stepper motors, high-ratio dual-drive gears, and advanced vibration compensation algorithms have made it possible to build direct drive extruders that weigh a fraction of their predecessors. This means you can now have the instant, flawless retraction of a direct drive system without sacrificing the high print speeds once more commonly associated with Bowden setups.
Furthermore, as the industry rapidly shifts toward multi-material 3D printing, the limitations of traditional Bowden tubes are being exposed. Systems that rely on pushing and pulling filament through yards of PTFE tubing to change colors often produce massive amounts of "filament poop" (purge waste) and are notorious for failing when mixing rigid PLA with soft TPU.
One emerging solution is the use of independent tool-changer 3D printers, in which multiple lightweight direct-drive printheads sit in standby, eliminating purge waste entirely.
Example: Snapmaker U1
A perfect example of this modern architectural shift is the Snapmaker U1. At first glance, you might notice PTFE tubes routing filament to the printheads, but the U1 is not a traditional Bowden machine.
It uses an ultra-lightweight direct drive system designed to reduce moving mass. By engineering an extruder unit that weighs an incredible 16 grams, powered by a custom 90-gram aluminum stepper motor, the Snapmaker U1 achieves the holy grail: the absolute control of direct drive combined with a staggering top speed of 500 mm/s and 20,000 mm/s² acceleration.

But what about those PTFE tubes? They are part of a Reverse Bowden setup. In the Snapmaker U1’s ecosystem, the tubes no longer handle the stressful job of pushing filament under immense pressure. Instead, they act as a low-friction, highly controlled highway for the Automatic Filament System (AFS). The filament is gently guided from the RFID-enabled spools directly to the independent, tool-changing direct drive heads. This means the Snapmaker U1 can seamlessly mix rigid PETG and ultra-soft TPU in the exact same print, with zero purge waste and flawless extrusion control—something that is much harder to achieve consistently on a traditional Bowden setup.
Conclusion
Understanding what a Bowden extruder is and how it handles the physics of thermoplastic extrusion is essential for mastering 3D printing. The Bowden system played a major role in the growth of desktop 3D printing by reducing the weight of the moving carriage, enabling faster prints, cleaner hardware aesthetics, and reduced vibration.
However, its reliance on a long filament path introduces unavoidable hysteresis, requiring aggressive retraction settings and making flexible materials like TPU incredibly difficult to master. While direct drive systems were historically slower and heavier, modern engineering—exemplified by lightweight tool-changing architectures—has largely overcome these hurdles, helping reduce many of the traditional trade-offs between speed and extrusion control.
Ultimately, whether you are maintaining a classic Bowden machine or looking to upgrade to a modern direct drive powerhouse, mastering your filament path, tube quality, and retraction settings will always be the key to achieving perfect, reliable prints.
Frequently Asked Questions
Can you convert a Bowden printer to direct drive?
Yes. Many popular Bowden-style printers can be converted to direct drive using aftermarket brackets or upgraded extruder kits. However, moving the heavy motor to the X-axis carriage will add weight. You will likely need to recalibrate your E-steps, drastically lower your retraction distance, and potentially reduce your maximum print speed or tune input shaping to prevent ringing artifacts.
Does a longer Bowden tube reduce print quality?
Yes. The longer the Bowden tube, the more physical space the filament has to compress, bend, and create friction. A longer tube amplifies the delay between the extruder motor and the hotend, requiring even longer retractions and making pressure control difficult. Always keep your Bowden tube as short as safely possible without restricting the printhead's movement at the farthest corners of the bed.
Is a Bowden extruder good for beginners?
A Bowden extruder is generally very beginner-friendly for printing standard materials like PLA and rigid PETG. The printhead is light and easy to maneuver, and the motor is highly accessible for clearing simple gear jams. However, beginners must be aware that dialing in the correct retraction settings (to avoid stringing) requires a bit more trial and error than a direct drive system, and printing soft, flexible materials should usually be avoided until more experience is gained.